
Elektroda ujemna to temat, który szybko przestaje być czysto chemiczny, kiedy pracujesz z akumulatorową wiertarką, szlifierką albo zakrętarką. W praktyce chodzi o to, jak płynie prąd, dlaczego pakiet traci moc pod obciążeniem i co naprawdę oznaczają anoda, katoda oraz biegun minus w ogniwie. Poniżej wyjaśniam to bez zbędnej teorii, ale z takim poziomem szczegółu, żeby dało się z tego skorzystać przy diagnozie i codziennej pracy.
Najważniejsze rzeczy, które trzeba wiedzieć o ujemnym biegunie w ogniwie
- Podczas rozładowania ujemny biegun oddaje elektrony do obwodu zewnętrznego, więc to on w praktyce „zasila” narzędzie.
- W akumulatorach do elektronarzędzi najczęściej spotyka się dziś chemię litowo-jonową, a materiałem po stronie ujemnej jest zwykle grafit.
- W nazewnictwie łatwo o pomyłkę, bo anoda i katoda zależą od tego, czy pakiet oddaje energię, czy jest ładowany.
- Spadek mocy w wiertarce często wynika nie z awarii samego silnika, tylko z problemu w pakiecie, styku albo elektronice zabezpieczającej.
- Najpierw sprawdza się styki, napięcie i zachowanie baterii pod obciążeniem, dopiero potem rozbiera pakiet.
Dlaczego biegun minus nie zawsze znaczy to samo co anoda
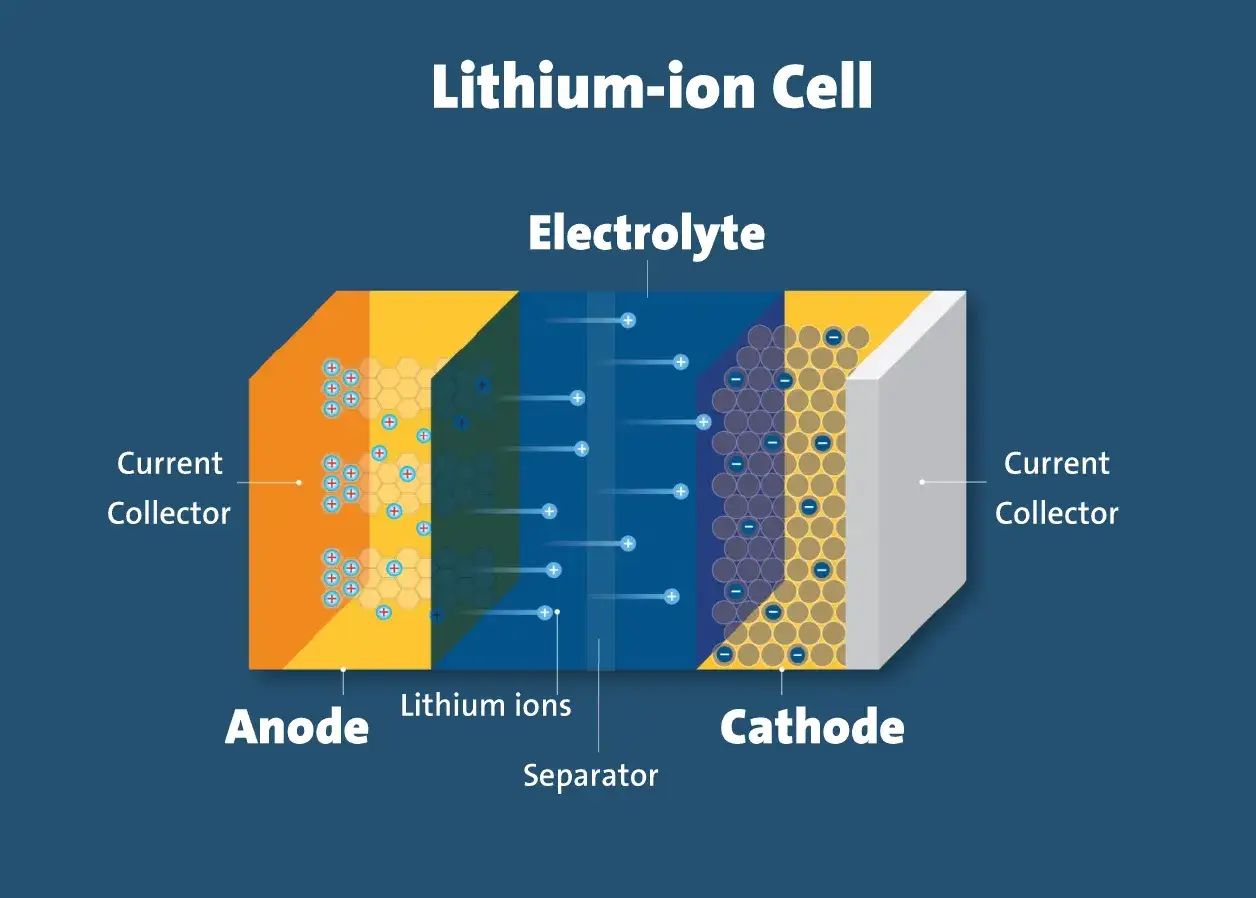
W elektrochemii najwięcej nieporozumień bierze się stąd, że część pojęć opisuje miejsce reakcji, a część po prostu znak elektryczny. Jeśli mówimy o rozładowywaniu ogniwa, ujemny biegun jest anodą, bo zachodzi tam utlenianie i elektrony wypływają do obwodu zewnętrznego. Katoda jest wtedy biegunem dodatnim i to na niej zachodzi redukcja.
Problem zaczyna się wtedy, gdy akumulator zaczyna się ładować. Układ pracuje w przeciwnym kierunku, więc szkolny skrót myślowy przestaje pomagać, a zaczyna przeszkadzać. Dlatego ja wolę tłumaczyć to tak: jeśli patrzysz na pracę pakietu jako źródła zasilania, myśl o biegunie; jeśli patrzysz na reakcję chemiczną, myśl o anodzie i katodzie. To prostsze niż uczenie się definicji na pamięć i znacznie lepiej działa w praktyce.
W elektronarzędziach to rozróżnienie ma znaczenie, bo pakiet litowo-jonowy nie jest tylko „baterią w obudowie”. W środku zachodzą reakcje, które zależą od stanu naładowania, temperatury i obciążenia, a nie tylko od tego, co widać na zewnętrznych stykach. I właśnie dlatego warto przejść od teorii do konkretnych typów akumulatorów.
Jak to wygląda w akumulatorach do elektronarzędzi
W narzędziach akumulatorowych dominuje dziś litowo-jon. To rozwiązanie lekkie, wydajne i wygodne, ale też bardziej wymagające niż starsze chemie. Po stronie ujemnej najczęściej pracuje grafit, który dobrze przyjmuje i oddaje jony litu, a po stronie dodatniej zwykle znajduje się materiał tlenkowy. W praktyce oznacza to wysoką gęstość energii, brak klasycznego efektu pamięci i sensowną moc przy niewielkiej masie pakietu.
| Typ ogniwa | Materiał po stronie ujemnej | Co to daje w narzędziach | Ograniczenia |
|---|---|---|---|
| Litowo-jonowe | Grafit, czasem z dodatkami krzemu | Wysoka moc, niska masa, dobra pojemność, brak efektu pamięci | Wymagają ochrony przed przeładowaniem, przegrzaniem i głębokim rozładowaniem |
| Niklowo-kadmowe | Kadm | Dobrze znoszą duże prądy i trudniejsze warunki pracy | Efekt pamięci, większa masa, dziś raczej rozwiązanie legacy |
| Niklowo-metalowo-wodorkowe | Stop metalowo-wodorkowy | Lepsze środowiskowo niż Ni-Cd, prostsze niż lit | Mniejsza wydajność przy dużym obciążeniu, rzadziej w nowych narzędziach |
| Kwasowo-ołowiowe | Ołów | Tanie i proste w większych systemach zasilania | Ciężkie, mało wygodne w sprzęcie przenośnym |
W praktyce najważniejszy jest nie tylko materiał elektrody, ale też pakiet jako całość. W akumulatorach do wiertarek i szlifierek pracuje elektronika BMS, która pilnuje napięcia, temperatury i prądu. To ona często odcina zasilanie, kiedy któraś cela zaczyna odstawać. Dlatego dwa pakiety o tym samym napięciu znamionowym mogą zachowywać się zupełnie inaczej.
Warto też pamiętać o liczbach, bo one porządkują całą sprawę. Pakiet 18 V zwykle składa się z pięciu ogniw litowo-jonowych połączonych szeregowo, więc jego napięcie nominalne wynosi około 18,0 V, a po pełnym naładowaniu zbliża się do 21 V. W klasie 12 V najczęściej spotyka się trzy ogniwa, czyli około 10,8-11,1 V nominalnie i około 12,6 V po pełnym ładowaniu. To tłumaczy, dlaczego sama etykieta na obudowie nie mówi jeszcze wszystkiego o stanie pakietu.
Skoro wiadomo już, jak działa chemia w środku, łatwiej przejść do praktyki: jak rozpoznać, że problem dotyczy samego pakietu, a nie narzędzia.
Jak rozpoznać, że problem dotyczy pakietu, a nie samej wkrętarki
Z mojego doświadczenia wynika, że większość podejrzeń pada najpierw na silnik albo przełącznik, a dopiero później na baterię. Tymczasem objawy zużytego pakietu są zwykle dość charakterystyczne. Najczęściej widać je wtedy, gdy narzędzie startuje normalnie, ale pod obciążeniem nagle słabnie, wyłącza się albo pracuje wyraźnie krócej niż wcześniej.
- Sprawdź styki. Nadpalony, zabrudzony albo lekko wytarty styk potrafi zachowywać się jak „martwy” akumulator. Czasem winny jest nie pakiet, tylko cienka warstwa tlenku albo uszkodzony zatrzask.
- Zobacz napięcie bez obciążenia. W pełni naładowany pakiet 18 V powinien pokazywać około 20-21 V, a 12 V zwykle około 12,6 V. Jeśli wynik jest wyraźnie niższy, pakiet może być zużyty albo źle ładowany.
- Sprawdź zachowanie pod obciążeniem. Jeżeli po wciśnięciu spustu napięcie spada gwałtownie o kilka voltów, a narzędzie od razu traci moc, zwykle jedna cela nie trzyma parametrów.
- Oceń temperaturę i wygląd obudowy. Nadmierne grzanie, puchnięcie albo zapach chemii to sygnały, których nie ignoruję. Przy litowo-jonie to nie jest kosmetyka, tylko realny problem bezpieczeństwa.
Jest jeszcze jedna rzecz, którą często widać w warsztacie: pakiet ładuje się „na zielono”, ale bardzo szybko się rozładowuje. To zwykle oznacza utratę pojemności, a nie problem z samą ładowarką. Jeśli bateria działa krótko nawet po pełnym cyklu ładowania, nie szukam już winy wyłącznie po stronie elektronarzędzia.
W następnej sekcji skupiam się na błędach, które najczęściej skracają życie ogniw, bo to właśnie one powodują większość późniejszych diagnoz i niepotrzebnych wymian.
Najczęstsze błędy, które przyspieszają zużycie ogniw
Najbardziej typowy błąd to doprowadzanie pakietu do skrajnego rozładowania i odkładanie go na dłużej w tym stanie. W litowo-jonie nie jest to obojętne, bo zbyt niskie napięcie przyspiesza degradację chemii i może uruchomić zabezpieczenie, z którego pakiet nie zawsze już wraca do pełni formy. W praktyce wolę zostawić akumulator na około 40-60 procent, jeśli ma leżeć dłużej niż kilka dni.
Drugi częsty problem to przegrzewanie. Pakiet wyjęty zaraz po ciężkiej pracy nie powinien trafiać od razu na ładowarkę, zwłaszcza jeśli był intensywnie obciążany w upale. Ciepło jest jednym z najsilniejszych czynników skracających żywotność ogniw. Dla codziennej eksploatacji lepiej działa krótki odpoczynek niż szybkie „dobijanie” baterii bez przerwy.
Do tego dochodzą rzeczy niby drobne, ale bardzo kosztowne w skutkach:
- czyszczenie styków zbyt agresywnym papierem ściernym, który zdziera ochronną warstwę;
- mieszanie starych i nowych ogniw w jednym pakiecie bez kontroli parametrów;
- używanie przypadkowej ładowarki zamiast modelu dobranego do danej chemii;
- przechowywanie akumulatora w rozgrzanym aucie albo przy źródle ciepła;
- praca do momentu, aż narzędzie całkiem zgaśnie, zamiast reagować na pierwszy wyraźny spadek mocy.
W starszych chemiach, takich jak Ni-Cd, trzeba było dodatkowo uważać na efekt pamięci, który potrafił skracać użyteczną pojemność pakietu. Te akumulatory wytrzymują około 1000 cykli, ale dziś są już raczej rozwiązaniem starszej generacji niż standardem w nowych narzędziach. W praktyce ich miejsce zajęły baterie litowo-jonowe, które są lżejsze i wygodniejsze, ale bardziej wrażliwe na sposób użytkowania.
Skoro wiadomo już, co przyspiesza zużycie, pora odpowiedzieć na pytanie, kiedy warto ratować pakiet, a kiedy lepiej odpuścić i wymienić go bez dalszych prób.
Kiedy naprawa ma sens, a kiedy lepiej wymienić pakiet
Ja patrzę na to bardzo prosto: jeśli problem dotyczy styków, czujnika temperatury, przewodów albo elektroniki ochronnej, naprawa często ma sens. Jeśli natomiast pakiet jest spuchnięty, ma wyraźnie nierówne napięcia między celami albo po pełnym ładowaniu nadal trzyma słabo, zwykle lepiej i bezpieczniej jest go wymienić. W przypadku akumulatorów litowych nie lubię półśrodków, bo „odmładzanie” pakietu bez kontroli jakości ogniw bywa pozorne.
W praktyce opłacalność naprawy oceniam zwykle przez porównanie kosztu serwisu z ceną nowego pakietu. Jeśli naprawa ma kosztować ponad 40-50 procent ceny nowej baterii, zaczynam skłaniać się ku wymianie. To nie jest sztywna reguła, ale rozsądny próg, szczególnie w narzędziach używanych codziennie.
Są też sytuacje, w których naprawa jest po prostu złą decyzją:
- pakiet wyraźnie puchnie lub nagrzewa się bez obciążenia;
- narzędzie wyłącza się mimo pełnego ładowania i sprawnej ładowarki;
- jedna cela ma dużo niższe napięcie niż reszta;
- obudowa ma uszkodzenia mechaniczne po upadku;
- bateria była długo przechowywana całkowicie rozładowana.
Jeśli naprawa ma sens, najlepiej robić ją z doborem ogniw o podobnej pojemności, rezystancji wewnętrznej i stanie zużycia. To właśnie nierówny zestaw ogniw najczęściej wraca z tą samą usterką po kilku cyklach. Zewnętrznie pakiet wygląda dobrze, ale pod obciążeniem znów siada.
Co naprawdę pomaga, gdy chcesz wydłużyć życie akumulatora
Najbardziej opłaca się prosty nawyk: nie dopuszczać do głębokiego rozładowania, nie ładować gorącego pakietu i trzymać styki w czystości. W elektronarzędziach dużo większą różnicę robi regularna, rozsądna eksploatacja niż „cudowne” sposoby na regenerację. Dwa dobrze rotowane pakiety często wytrzymują dłużej niż jeden katowany do zera każdego dnia.
Jeżeli pracujesz zawodowo, warto mieć przynajmniej dwa akumulatory do jednego narzędzia i wymieniać je naprzemiennie. Taki prosty układ zmniejsza temperaturę pracy, ogranicza głębokość rozładowania pojedynczego pakietu i poprawia dostępność sprzętu w ciągu dnia. W praktyce to często lepsza inwestycja niż późniejsza walka z pakietem, który już dawno przekroczył zdrowy zakres pracy.
Najkrócej mówiąc: przy diagnozie baterii patrzę najpierw na napięcie, styki i zachowanie pod obciążeniem, a dopiero potem na samą chemię. To podejście oszczędza czas, pieniądze i nerwy, zwłaszcza wtedy, gdy narzędzie jest potrzebne tu i teraz.