
Spawanie elektrodą otuloną to jedna z najbardziej użytecznych metod w warsztacie i na budowie, bo łączy prosty sprzęt z dużą mobilnością. W tym artykule pokazuję, jak dobrać spawarkę i elektrody, jak ustawić prąd, jak prowadzić łuk oraz jak uniknąć błędów, które psują spoinę już w pierwszej minucie. Dorzucam też praktyczne wskazówki bezpieczeństwa i krótkie porównanie z MIG/MAG oraz TIG, żeby łatwiej ocenić, kiedy ta technika naprawdę ma sens.
Najważniejsze rzeczy, które warto wiedzieć przed pierwszym łukiem
- Do nauki i większości drobnych prac najłatwiej zacząć od elektrod rutylowych 6013.
- Jakość spoiny najczęściej psują zbyt długi łuk, za wysoki prąd, brudny materiał i zły kąt prowadzenia elektrody.
- Przy średnicy 2,5 mm zwykle pracuje się w okolicach 60-85 A, a przy 3,2 mm około 100-135 A, zależnie od typu elektrody i producenta.
- Na budowie i w terenie MMA wygrywa prostotą, bo nie wymaga butli z gazem i lepiej znosi mniej komfortowe warunki.
- Bez przyłbicy, rękawic, wentylacji i czystego stanowiska łatwo zamienić prostą pracę w serię błędów i zagrożeń.
Jak działa metoda MMA i kiedy ma sens na budowie
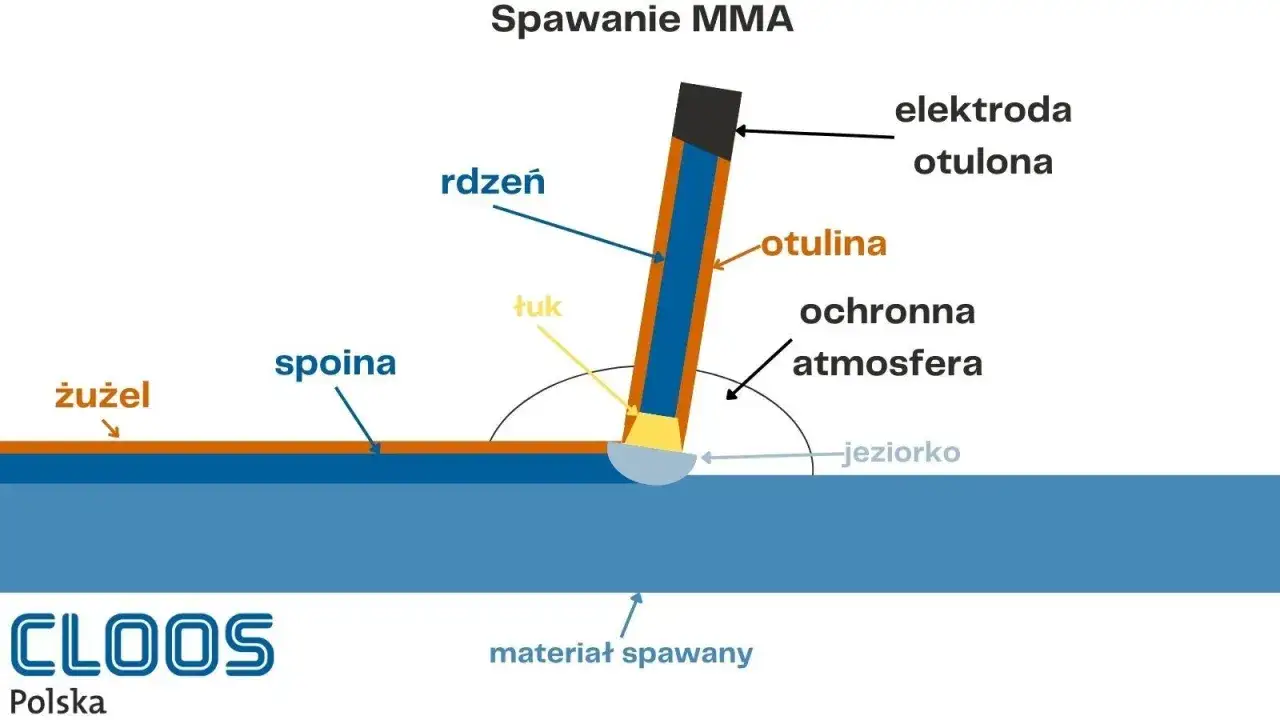
W tej technice łuk elektryczny topi zarówno rdzeń elektrody, jak i materiał bazowy, a otulina tworzy osłonę gazową oraz żużel zabezpieczający jeziorko. To właśnie dlatego metoda MMA jest tak praktyczna w terenie: nie potrzebuje butli z gazem, dobrze radzi sobie na zewnątrz i daje się wykorzystać przy naprawach bram, wsporników, ogrodzeń, uchwytów czy konstrukcji stalowych.
Największa zaleta jest prosta: sprzęt jest lekki, a stanowisko da się zorganizować szybko. Minusy też są znane i warto je przyjąć bez złudzeń. Po spawaniu zostaje żużel do usunięcia, tempo pracy jest wolniejsze niż przy MIG/MAG, a estetyka spoiny mocno zależy od ręki operatora. W praktyce ta metoda ma sens tam, gdzie liczy się mobilność, odporność na warunki i uniwersalność, a nie produkcja seryjna. Skoro wiadomo, kiedy ta metoda ma sens, czas przejść do sprzętu i wyboru elektrody.
Jaki sprzęt i jakie elektrody wybrać na początek
Ja zaczynam od elektrody, bo to ona w największym stopniu decyduje o charakterze łuku. Dla początkującego najłatwiejsza jest elektroda rutylowa 6013: zapala się łagodnie, daje stabilny łuk i nie wymaga aż takiej precyzji jak elektrody bardziej wymagające. Miller podaje dla niej typowe zakresy 60-85 A przy średnicy 2,5 mm oraz 100-125 A przy 3,2 mm, co dobrze pokazuje, że to rozsądny punkt startowy do nauki.
| Rodzaj elektrody | Do czego się nadaje | Co daje w praktyce | Na co uważać |
|---|---|---|---|
| 6013 rutylowa | Czysta stal, cienkie profile, nauka, sczepianie | Łatwy zapłon, spokojny łuk, mało odprysków | Nie lubi bardzo brudnego materiału i nie jest najlepsza do wymagających przetopów |
| 6011 celulozowa | Prace naprawcze, elementy lekko zabrudzone, teren | Mocniejsza penetracja i większa tolerancja na mniej idealne warunki | Łuk jest bardziej agresywny, więc potrzeba większej kontroli ręki |
| 7018 zasadowa | Konstrukcje, elementy nośne, grubsza stal | Trwalsza, mocna spoina o dobrych własnościach mechanicznych | Wymaga suchego przechowywania i dokładniejszej techniki |
Jeśli masz kupić tylko jedną elektrodę na start, zwykle wybieram 6013 w średnicy 2,5 mm. Do pierwszych prób to najrozsądniejszy kompromis między łatwością, kosztem i jakością efektu. Gdy zaczynasz spawać grubsze elementy albo zależy ci na mocniejszych połączeniach, warto przejść na 7018, ale tylko wtedy, gdy materiał jest dobrze przygotowany, a elektrody są suche.
Przy samej spawarce patrzę nie tylko na maksymalny prąd. Dla praktyki ważniejsze są funkcje wspomagające, takie jak Hot Start, Arc Force i Anti Stick. Hot Start ułatwia zajarzenie, Arc Force stabilizuje łuk przy krótkim odstępie od materiału, a Anti Stick ogranicza przyklejanie elektrody, co początkującym oszczędza sporo frustracji. Jeśli planujesz dłuższe ściegi, zwróć też uwagę na cykl pracy, bo sama liczba amperów na tabliczce nie mówi jeszcze, jak długo urządzenie utrzyma obciążenie bez przerwy. Kiedy masz dobrany zestaw, najwięcej daje już sama ręka i sposób prowadzenia łuku.
Jak ustawić prąd, łuk i tempo pracy
Najczęściej poprawiam trzy rzeczy: długość łuku, kąt prowadzenia i prędkość przesuwu. Miller zwraca uwagę, że bezpieczny punkt startowy to łuk krótszy mniej więcej od średnicy metalowego rdzenia elektrody. To dobra zasada, bo zbyt długi łuk od razu zwiększa odpryski, podnosi temperaturę i psuje kontrolę nad jeziorkiem.
- Oczyść materiał przed startem. Zdejmij rdzę, farbę, zgorzelinę i tłuszcz przynajmniej w strefie kilku centymetrów od spoiny. Im lepiej przygotowana krawędź, tym mniej porów i wtrąceń żużla.
- Ustaw masę jak najbliżej miejsca pracy. Słaby styk masy potrafi zepsuć stabilność łuku szybciej niż źle dobrana elektroda.
- Dobierz prąd do średnicy elektrody i grubości materiału. Na próbce zacznij od średnich wartości, a potem koryguj o kilka amperów w górę lub w dół.
- Trzymaj łuk krótko i równomiernie. Jeśli elektroda zaczyna „strzelać” albo odpryski lecą szeroko, zwykle łuk jest za długi albo amperaż za wysoki.
- Prowadź elektrodę pod niewielkim kątem. W pozycjach płaskich i poziomych najlepiej działa lekki „drag”, czyli prowadzenie z odchyleniem około 5-15 stopni w kierunku ruchu.
- Kontroluj tempo. Zbyt wolny ruch daje nadmiernie wypukłą spoinę i przegrzanie krawędzi, zbyt szybki kończy się płytkim przetopem i niestabilnym ściegiem.
W pionie i nad głową zwykle schodzę z ciepłem o około 15 procent względem pozycji na płasko, bo jeziorko musi szybciej się utrzymać, a nie spływać. To jeden z tych szczegółów, które początkujący często ignorują, a potem dziwią się, że ten sam prąd działa inaczej w innej pozycji. Jeśli obraz spoiny zaczyna przypominać garb albo widać podtopione brzegi, problem leży zwykle w prądzie albo tempie, a nie w samej elektrodzie. Dopiero na tym etapie widać, które błędy wynikają z ustawień, a które z samej techniki.
Jak wykonać równą spoinę krok po kroku
Tu liczy się porządek ruchów, a nie „wyczucie” w oderwaniu od zasad. Gdy robię pierwszy ścieg, trzymam się prostego schematu: przygotowanie, zajarzenie, prowadzenie, kontrola jeziorka i czyszczenie. Dzięki temu łatwiej zauważyć, co działa, a co jeszcze wymaga korekty.
- Przyłóż elektrodę i zajarz łuk szybkim ruchem. Można to zrobić przez potarcie jak zapałką albo lekkie stuknięcie. Jeśli elektroda przykleja się od razu, prąd jest zwykle za niski albo łuk za krótki.
- Utrzymaj małe jeziorko i nie uciekaj z prędkością. Zbyt szybki ruch zostawia spoinę „chudą” i słabo zespoloną z materiałem.
- Nie wachluj szeroko na cienkim materiale. Na cienkich profilach lepiej prowadzić prosty ścieg niż robić szerokie ruchy, bo wtedy łatwiej przepalić krawędź.
- Na grubszej stali buduj spoinę warstwami. Lepiej wykonać dwa poprawne przejścia niż jeden zbyt szeroki i przegrzany ścieg.
- Po każdym odcinku usuń żużel. Żużel to nie ozdoba, tylko warstwa ochronna w czasie stygnięcia. Jeśli zostawisz go między ściegami, łatwo zamkniesz w spoinie zanieczyszczenia.
- Sprawdź lico spoiny po oczyszczeniu. Szukaj równomiernego wypełnienia, bez dziur, pęcherzy i ostrych podtopień na brzegach.
Jeżeli spawa się pionowo, warto pracować krótszymi odcinkami i pilnować, żeby jeziorko nie rozlewało się na boki. W tej pozycji bardziej liczy się kontrola niż tempo. Kiedy ścieg wychodzi stabilnie, dopiero wtedy można mówić o realnym postępie, a nie tylko o „przepaleniu” materiału. Zanim jednak wejdziesz w produkcję, trzeba jeszcze potraktować bezpieczeństwo jak część procesu, a nie dodatek.
Najczęstsze błędy i jak je rozpoznać po spoinie
Po kilku próbach większość problemów da się rozpoznać po samym wyglądzie ściegu. Nie trzeba zgadywać. Jeśli wiem, jak wygląda objaw, zwykle wiem też, co poprawić. To najszybsza droga do postępu, bo zamiast zmieniać wszystko naraz, koryguję jeden parametr.
| Objaw | Najczęstsza przyczyna | Szybka korekta |
|---|---|---|
| Dużo odprysków i niestabilny łuk | Zbyt długi łuk albo za wysoki prąd | Skróć odstęp od materiału i obniż amperaż o kilka stopni |
| Elektroda przykleja się do materiału | Za niski prąd lub zbyt wolne zajarzanie | Podnieś prąd, skróć czas kontaktu i popraw technikę startu |
| Wypukła, „napompowana” spoina | Za mały posuw albo za niski prąd | Zwiększ tempo pracy lub lekko podnieś amperaż |
| Podtopione brzegi | Za wysoki prąd lub zbyt wolny ruch | Zmniejsz prąd i prowadź elektrodę szybciej |
| Porowatość, czyli drobne pęcherzyki w spoinie | Brudny materiał, wilgoć lub za długi łuk | Oczyść powierzchnię, osusz elektrody i skróć łuk |
| Wtrącenia żużla między ściegami | Brak czyszczenia po poprzedniej warstwie | Usuń żużel dokładnie przed kolejnym przejściem |
Jest jeszcze jedna rzecz, którą często widać dopiero po otwarciu opakowania elektrod. Elektrody niskowodorowe nie lubią wilgoci. Miller podaje, że takie materiały powinny być przechowywane w szczelnym opakowaniu albo w piecu do elektrod, bo zawilgocenie od razu odbija się na jakości spoiny. To nie jest detal dla purystów, tylko realny warunek, jeśli chcesz uzyskać przewidywalny efekt. Gdy masz to poukładane, zostaje już tylko pytanie, czy MMA jest najlepszym wyborem, czy lepiej postawić na inną metodę.
Bezpieczeństwo, które naprawdę robi różnicę
OSHA zwraca uwagę, że przy łuku elektrycznym trzeba chronić oczy, skórę i drogi oddechowe, bo zagrożenie nie kończy się na iskrach. Dochodzą promieniowanie UV, dymy, gorący metal i ryzyko porażenia prądem. W praktyce oznacza to, że przy takim zadaniu bezpieczeństwo nie jest dodatkiem do sprzętu, tylko częścią samej technologii.
- Przyłbica z odpowiednim filtrem. Najlepiej automatyczna, z regulacją zaciemnienia, dobrana do prądu i rodzaju pracy.
- Rękawice spawalnicze i odzież z naturalnych włókien. Bawełna lub materiały trudnopalne sprawdzają się lepiej niż syntetyki, które topią się przy kontakcie z odpryskiem.
- Wentylacja stanowiska. Przy stali ocynkowanej, malowanej lub zabrudzonej opary potrafią być znacznie bardziej uciążliwe niż sama praca z łukiem.
- Sucha i uporządkowana przestrzeń. Wilgoć pod stopami, uszkodzone przewody i luźne elementy wokół stanowiska to proszenie się o kłopoty.
- Osłona otoczenia. Zabezpiecz materiały łatwopalne, bo przy spawaniu problemem są też iskry i rozgrzany żużel.
- Ochrona przy szlifowaniu. Jeśli po spawaniu poprawiasz krawędź szlifierką, dołóż okulary i ochronę słuchu.
W zamkniętych zbiornikach, kanałach, studzienkach i podobnych miejscach trzeba zachować szczególną ostrożność, bo zwykła wentylacja nie zawsze wystarcza. Ja traktuję to jako osobny etap pracy, a nie naturalne przedłużenie spawania. Dobrze przygotowane stanowisko bardzo często decyduje o tym, czy spoina wyjdzie czysta, czy po prostu będzie trzeba ją poprawiać. Kiedy te podstawy są spełnione, można już sensownie porównać MMA z innymi metodami.
Kiedy MMA wygrywa z MIG/MAG i TIG
To porównanie warto zrobić uczciwie, bez przywiązania do jednej technologii. MMA nie jest najlepsze we wszystkim, ale ma bardzo mocny zestaw zalet, które w budowlance i naprawach terenowych naprawdę robią różnicę. Jeśli liczy się mobilność, odporność na warunki i prostota zestawu, ta metoda często wygrywa z bardziej „efektownymi” rozwiązaniami.
| Metoda | Największy plus | Największy minus | Kiedy wybrać |
|---|---|---|---|
| MMA | Prosty sprzęt, dobra praca w terenie, brak butli z gazem | Żużel, wolniejsze tempo, większa zależność od ręki operatora | Naprawy, budowa, ogrodzenia, konstrukcje stalowe, praca na zewnątrz |
| MIG/MAG | Szybka praca i mniejsze czyszczenie po spawaniu | Gaz osłonowy przeszkadza na wietrze, zestaw jest mniej mobilny | Warsztat, seryjne łączenie, większa powtarzalność |
| TIG | Najlepsza kontrola i bardzo estetyczna spoina | Wolniejsza i bardziej wymagająca technicznie | Cienka stal, nierdzewka, precyzyjne prace i wysoka jakość wykończenia |
Jeśli mam doradzić jedną metodę do pierwszego zestawu na budowę albo do garażu, zwykle stawiam właśnie na MMA. Jeśli ktoś chce szybko nauczyć się podstaw, naprawiać stalowe elementy i nie budować od razu całej infrastruktury z gazem, to jest najbardziej rozsądny start. Gdy priorytetem staje się tempo i wygląd spoiny bez dużej ilości żużla, wtedy lepiej spojrzeć w stronę MIG/MAG. Na końcu i tak wygrywa prosty zestaw, który odpowiada zadaniu, a nie katalogowa moc na tabliczce.
Zestaw, od którego sam zacząłbym bez przepłacania
Jeśli miałbym złożyć sensowny pakiet startowy do domu lub małego warsztatu, postawiłbym na kilka rzeczy zamiast na jedną drogą „superspawarkę”. Orientacyjnie taki zestaw nie musi być przesadnie kosztowny: prosty inwerter MMA 160-200 A można znaleźć już w okolicach kilkuset złotych, przyłbica automatyczna zwykle mieści się w przedziale od około 180 do 500 zł, a elektrody rutylowe w małych opakowaniach kosztują najczęściej kilkadziesiąt złotych. To wystarcza, żeby zacząć ćwiczyć bez blokowania budżetu.
- Spawarka inwertorowa MMA z funkcjami Hot Start, Arc Force i Anti Stick.
- Elektrody 6013 w średnicy 2,5 mm na pierwsze próby.
- Przyłbica automatyczna z wygodną regulacją zaciemnienia.
- Rękawice spawalnicze, bawełniana odzież robocza i osłona szyi.
- Szczotka druciana, młotek do żużla i porządna masa.
Jeśli miałbym zostawić jedną regułę, która najszybciej poprawia wynik, wskazałbym tę: dobierz elektrodę do materiału, utrzymuj krótki łuk i nie oszczędzaj na przygotowaniu krawędzi. Reszta to już praktyka, która z każdą próbą robi się bardziej przewidywalna i mniej nerwowa.