
Spawanie migomatem daje szybkie i czyste łączenie stali, ale tylko wtedy, gdy od początku dobrze ustawisz drut, gaz i tempo prowadzenia uchwytu. Ten praktyczny tekst pokazuje, jak spawać migomatem bez zbędnej teorii: od doboru gazu i średnicy drutu, przez przygotowanie materiału, aż po rozpoznawanie typowych błędów po samej spoinie. Największą różnicę robi czysty materiał, stabilna osłona gazowa i krótki wysięg drutu, a nie sama „moc” urządzenia.
Najważniejsze kroki, które ustawiają dobry start
- Do stali najczęściej pracuje się w MAG, a do aluminium w MIG, więc od materiału zależy gaz i spoiwo.
- Na start najlepiej sprawdza się drut 0,8 mm, a przy cienkiej blasze 0,6 mm.
- Przepływ gazu w typowej pracy warsztatowej zwykle mieści się w okolicach 12-16 l/min.
- Wysięg drutu trzymaj krótki, mniej więcej 8-10 mm, bo zbyt duża odległość destabilizuje łuk.
- Najczęstsze problemy to odpryski, pory i przepalenia, a każdy z nich zwykle ma prostą przyczynę.
- Jeśli masz spawarkę synergiczną, zacznij od ustawienia materiału, grubości i średnicy drutu, a nie od zgadywania parametrów.
Przygotuj materiał i stanowisko zanim zajarzysz łuk
Zanim w ogóle dotknę spustu, sprawdzam trzy rzeczy: materiał, masę i otoczenie. Blacha albo profil muszą być odtłuszczone, oczyszczone z rdzy, farby i luźnego nalotu, bo łuk nie wybacza brudu. Jeżeli spawasz po cynku, farbie proszkowej albo starej warstwie zabezpieczenia, licz się z większą ilością dymu, niestabilnym jeziorkiem i gorszym przetopem.
Równie ważne jest samo stanowisko. Masa ma łapać na czysty metal, nie na lakier czy rdzę, a w pobliżu nie powinno być nic łatwopalnego. Przy pracy w garażu albo na budowie zostaw sobie swobodę ruchu, zadbaj o wentylację i nie licz na to, że otwarte drzwi załatwią wszystko. Osobiście przy migomacie zawsze zakładam przyłbicę, rękawice skórzane, ubranie zakrywające ręce i buty, które nie boją się iskier.
Fronius zwraca uwagę, że w MIG stosuje się gazy obojętne, a w MAG aktywne, dlatego w praktyce stal najczęściej spawa się właśnie w MAG, a aluminium w MIG. Ta różnica brzmi technicznie, ale w warsztacie przekłada się na bardzo konkretną decyzję: inny gaz, inne spoiwo i inne zachowanie łuku.
Gdy materiał i miejsce pracy są przygotowane, dopiero wtedy ma sens ustawianie parametrów, bo to one dopinają całość, a nie ratują źle przygotowany detal.
Ustawienia, które decydują o jakości spoiny
Najwięcej problemów bierze się z tego, że ktoś ustawia „na oko” tylko napięcie albo tylko posuw drutu. W praktyce te dwie rzeczy działają razem: za duży posuw przy zbyt niskim napięciu daje szarpany łuk, a za wysokie napięcie przy zbyt wolnym podawaniu drutu robi spoinę płaską, szeroką i mało kontrolowaną. Miller Welds podaje, że dla krótkiego łuku w MIG sensowny przepływ gazu to około 25-35 cfh, czyli mniej więcej 12-16 l/min, a poprawny wysięg drutu zwykle wynosi około 3/8 cala, czyli blisko 9,5 mm.
| Co ustawiam | Praktyczny punkt startu | Po co to robię |
|---|---|---|
| Drut do cienkiej blachy | 0,6 mm | Mniejsze ryzyko przepalenia i łatwiejsza kontrola ciepła |
| Drut uniwersalny do stali | 0,8 mm | Najbardziej wszechstronny wybór do warsztatu domowego |
| Drut do grubszej stali | 1,0 mm | Lepiej radzi sobie z większym wypełnieniem i wyższym prądem |
| Gaz do stali | Mieszanka argonu z CO2 | Spokojniejszy łuk i mniej odprysków niż przy samym CO2 |
| Gaz do aluminium | Argon | Stabilna osłona dla procesu MIG |
| Przepływ gazu | 12-16 l/min | Wystarcza w typowej pracy warsztatowej, bez niepotrzebnej turbulencji |
| Wysięg drutu | 8-10 mm | Łuk pozostaje stabilny, a drut nie „gubi” energii |
Jeśli masz migomat synergiczny, to jest spore ułatwienie: wybierasz rodzaj materiału, średnicę drutu i grubość blachy, a urządzenie podpowiada startowe parametry. W zwykłym półautomacie robię to ręcznie, ale zasada jest ta sama: zaczynam od ustawień fabrycznych lub tabeli w pokrywie, a później koryguję tylko jeden parametr naraz. To szybsze niż kombinowanie w ciemno i dużo mniej frustrujące.
W praktyce najpierw patrzę na dźwięk łuku, potem na szerokość spoiny i dopiero na odpryski. Jeśli przyciskam spust i słyszę nierówny, „ostry” dźwięk, to zwykle znak, że balans napięcia i posuwu nie jest jeszcze trafiony. Gdy łuk brzmi równo, a jeziorko spawalnicze nie ucieka w żadną stronę, można przechodzić do techniki prowadzenia.
Jak prowadzić uchwyt i kontrolować jeziorko
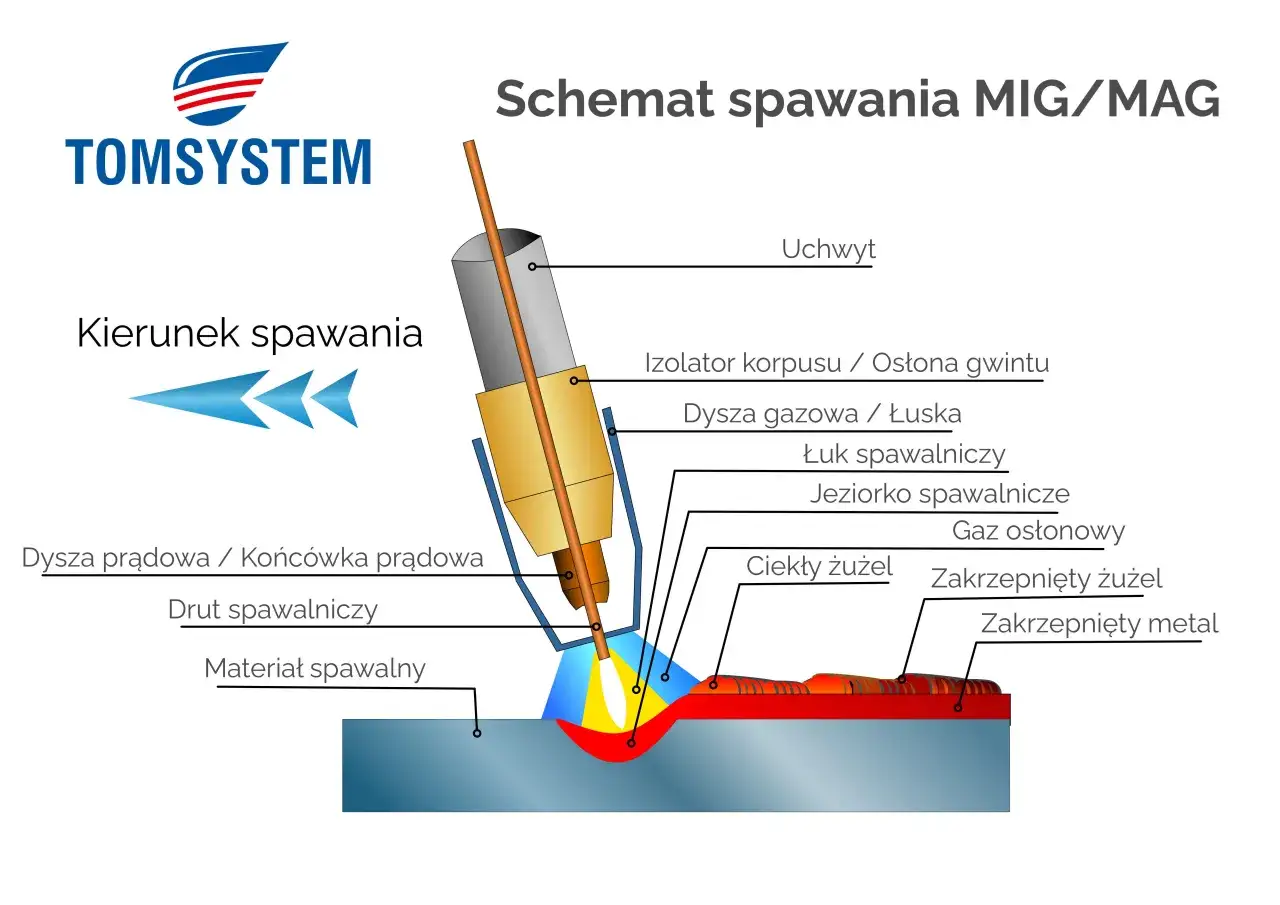
Jeziorko spawalnicze to po prostu stopiony metal w miejscu łączenia. Właśnie ono mówi mi, czy spawa idzie dobrze, czy trzeba natychmiast skorygować ruch ręki. Uchwyt prowadzę lekko pod kątem, zwykle około 10-15 stopni w kierunku ruchu, bez przesadnego „wpychania” dyszy w materiał. Zbyt agresywny kąt psuje osłonę gazową i pogarsza widoczność krawędzi.
Na stali konstrukcyjnej najczęściej sprawdza się spokojny, równy ruch bez szerokiego zygzaka. Przy cienkiej blasze wolę krótkie odcinki i punktowe łączenie niż jedną długą linię, bo ciepło rozkłada się wtedy rozsądniej. Jeśli widzę, że jeziorko robi się zbyt duże i zaczyna „wisieć” na krawędzi, przyspieszam albo robię przerwę. Jeśli jest wąskie, matowe i nie chce dobrze związać brzegów, zwykle brakuje energii albo ruch jest za szybki.
W spoinach pachwinowych pilnuję, żeby łuk pracował przy obu łączonych krawędziach, a nie tylko pośrodku. To drobiazg, ale właśnie on odróżnia ładny ścieg od spoiny, która wygląda dobrze tylko z góry. Gdy uchwyt zaczyna szarpać albo ręka ucieka w bok, nie próbuję nadrabiać szerokim ruchem. Najpierw wracam do krótszego odcinka i prostszego prowadzenia.
Ta kontrola ręki ma sens dopiero wtedy, gdy parametry są w przybliżeniu trafione, bo złą konfigurację da się tylko maskować, a nie naprawić samą techniką.
Najczęstsze błędy i co mówią o ustawieniach
W spawaniu migomatem błędy zwykle zdradzają swoją przyczynę od razu po wyglądzie spoiny. Miller Welds opisuje, że zbyt wysoki posuw drutu lub amperaż potrafi dać szeroką spoinę, odpryski, przepalenia i słaby przetop. Z kolei za mało gazu, zły przepływ albo przeciąg robią z łączenia porowatą linię z drobnymi dziurkami. Ja zawsze czytam spoinę jak zapis ustawień, bo ona naprawdę dużo mówi.
| Objaw | Najczęstsza przyczyna | Co robię |
|---|---|---|
| Dużo odprysków | Brudny materiał, za długi wysięg, zbyt mało gazu albo zły balans napięcia i posuwu | Czyszczę detal, skracam wysięg i sprawdzam osłonę gazową |
| Porowata spoina | Przeciąg, wilgoć, farba, rdza, nieszczelny gaz | Osłaniam stanowisko, poprawiam czystość i kontroluję przepływ |
| Brak przetopu | Za mało energii albo zbyt szybki ruch uchwytu | Minimalnie podnoszę energię i prowadzę wolniej |
| Przepalona blacha | Za dużo energii lub zbyt wolne prowadzenie | Schodzę z ustawień i robię krótsze ściegi |
| Drut przykleja się do końcówki | Za duży wysięg, zużyta końcówka albo zbyt słabe parametry | Ustawiam prawidłowy dystans i wymieniam zużyte elementy palnika |
W wielu przypadkach naprawa jest prostsza, niż się wydaje. Najpierw sprawdzam czystość, potem gaz, potem wysięg, a dopiero na końcu zaczynam ruszać napięciem i posuwem. To odwrócenie kolejności oszczędza czas, bo bardzo często problem nie siedzi w „mocy” spawarki, tylko w detalu, który ktoś pominął na początku.
Jeśli pojawia się czarny osad wokół spoiny albo słychać nieregularne strzelanie, nie dokręcam wszystkiego na ślepo. Zatrzymuję się, oglądam końcówkę prądową, sprawdzam szczelność przewodów i dopiero potem wracam do próbnego ściegu. W praktyce to właśnie taka dyscyplina daje lepszy efekt niż przypadkowe kręcenie pokrętłami.
Jak ćwiczyć, żeby szybko złapać powtarzalność
Najlepsze ćwiczenie to nie przypadkowa spoina na pierwszym lepszym profilu, tylko kilka krótkich prób na takim samym materiale. Ja zaczynam od odpadów o tej samej grubości, jaką będę spawał docelowo, i robię serię krótkich ściegów po 5-6 cm. Dzięki temu widzę, jak urządzenie reaguje na jedną zmianę, a nie na cały zestaw poprawek naraz.
- Zrób kilka punktów, żeby sprawdzić zapłon łuku i zachowanie drutu.
- Wykonaj krótkie ściegi na płaskiej próbce, bez zmiany ustawień w trakcie.
- Zmodyfikuj tylko jeden parametr, na przykład posuw albo napięcie.
- Zapisz efekt i porównaj wygląd spoiny z poprzednią próbą.
- Powtórz próbę na tej samej próbce materiału, aż łuk zacznie brzmieć równo.
To nudne tylko na pierwszy rzut oka. W praktyce po kilku takich próbach zaczynasz widzieć, że jedna zmiana daje konkretny efekt: mniej odprysków, lepszy przetop albo mniejsze ryzyko przepalenia. I właśnie wtedy spawanie przestaje być zgadywaniem, a zaczyna być kontrolowanym procesem.
Jeżeli masz ograniczoną ilość materiału do ćwiczeń, nie marnuję go na długie ciągłe spoiny. Krótkie odcinki są lepsze, bo szybciej pokazują, czy ustawienia są trafione, a do tego łatwiej je potem ocenić wzrokowo po ostygnięciu.
Jak oceniam pierwszą spoinę i co poprawiam od razu
Po pierwszej próbie nie patrzę wyłącznie na to, czy spoina „trzyma”. Sprawdzam też jej równomierność, szerokość, ilość odprysków i to, czy brzegi zostały dobrze związane. Jeśli lico jest wypukłe i zbyt wąskie, zwykle brakuje przetopu albo ruch był za szybki. Jeśli spoina rozlewa się na boki i wygląda miękko, często jest po prostu za dużo energii.
- Gładka, równa linia bez porów zwykle oznacza, że gaz i czystość są pod kontrolą.
- Wąska, wysoka spoina sugeruje zbyt małą energię albo zbyt szybkie prowadzenie.
- Szeroka i płaska spoina najczęściej pokazuje nadmiar ciepła.
- Dużo odprysków to sygnał, żeby wrócić do gazu, wysięgu i balansu parametrów.
Z mojego doświadczenia najszybciej działa prosta kolejność korekt: najpierw czystość i gaz, potem wysięg, później dopiero napięcie i posuw. Dzięki temu nie rozjeżdża się cały proces, a każda zmiana ma sens. Jeśli pierwsza spoina nie wygląda idealnie, to nie jest problem. Ważne, żeby umieć z niej wyczytać, co poprawić w następnej próbie i nie skakać po ustawieniach bez logiki.