
Wybór spawarki ma sens dopiero wtedy, gdy wiesz, do czego naprawdę będzie używana. W tym tekście omawiam najważniejsze rodzaje spawarek, pokazuję różnice między MMA, MIG/MAG i TIG, a także wyjaśniam, kiedy opłaca się model inwertorowy, wieloprocesowy albo prosty sprzęt do prac warsztatowych. Z mojego doświadczenia właśnie to rozróżnienie oszczędza najwięcej pieniędzy, bo w elektronarzędziach do spawania nie wygrywa urządzenie z największą liczbą na tabliczce, tylko to dobrane do materiału i warunków.
Najkrótsza droga do właściwego wyboru
- MMA wybieram wtedy, gdy liczą się prostota, mobilność i praca w terenie.
- MIG/MAG daje najlepszy kompromis między tempem spawania a wygodą w warsztacie.
- TIG jest najdokładniejszy i najczystszy, ale wymaga więcej wprawy oraz lepszego przygotowania materiału.
- Inwertorowa oznacza nowoczesną konstrukcję źródła prądu, a nie osobną metodę spawania.
- Przed zakupem zawsze sprawdzam cykl pracy, zasilanie 230 V lub 400 V oraz koszt osprzętu, a nie sam maksymalny amperaż.
Najpierw rozdziel metodę spawania od budowy urządzenia
Ja zaczynam zawsze od uporządkowania pojęć, bo tu najłatwiej o pomyłkę. MMA, MIG/MAG i TIG to metody spawania, a inwertorowa albo transformatorowa opisuje budowę źródła prądu. Do tego dochodzą funkcje dodatkowe, takie jak puls, synergia czy hot start, które ułatwiają pracę, ale nie zmieniają samej metody łączenia metalu.
| Co opisuje | Przykład | Na co wpływa |
|---|---|---|
| Metoda spawania | MMA, MIG/MAG, TIG | Tempo pracy, jakość spoiny, wymagany osprzęt i poziom trudności |
| Budowa urządzenia | Inwertorowa, transformatorowa | Waga, mobilność, stabilność łuku i pobór energii |
| Funkcje dodatkowe | Puls, synergia, lift TIG, anti-stick | Wygoda ustawień i kontrola łuku, ale nie sam efekt końcowy |
W praktyce to rozróżnienie bardzo ułatwia zakup, bo pozwala odsiać opisy marketingowe od realnych możliwości. Kiedy wiem już, co urządzenie ma robić, przechodzę do porównania najczęściej wybieranych rozwiązań.
Które rozwiązanie sprawdza się najlepiej w praktyce
Nie ma jednego uniwersalnego faworyta. Każda metoda ma swoje mocne strony, a wybór zależy od materiału, grubości elementu, miejsca pracy i oczekiwanego wyglądu spoiny. Poniżej zestawiam najważniejsze opcje tak, jak patrzę na nie przy realnym wyborze do warsztatu, garażu albo pracy w terenie.
| Typ | Typowy zakres | Najlepiej do | Mocne strony | Ograniczenia |
|---|---|---|---|---|
| MMA | Około 40-200 A, elektrody 1,6-5,0 mm | Stal konstrukcyjna, naprawy, praca na zewnątrz | Prosta obsługa, mało osprzętu, dobra odporność na trudniejsze warunki | Więcej odprysków, wolniejsze tempo, spoiny wymagają usunięcia żużla |
| MIG/MAG | Około 30-250 A, drut 0,6-1,2 mm | Warsztat, stal czarna, seryjne naprawy, dłuższe spoiny | Szybkość, wygoda, dobre tempo pracy, łatwiejsze prowadzenie łuku | Wrażliwość na wiatr przy pracy z gazem, więcej osprzętu |
| TIG | Około 5-200 A | Cienkie materiały, stal nierdzewna, aluminium w wersji AC/DC | Najczystsza i najbardziej estetyczna spoina, duża kontrola nad ciepłem | Wolniejsze spawanie, większa wymagana precyzja, wyższy próg wejścia |
| Wieloprocesowa | Zależnie od modelu | Warsztat, w którym robi się różne prace i różne materiały | Jedno urządzenie do kilku metod, oszczędność miejsca | Wyższa cena, kompromisy w każdej funkcji, większa złożoność |
Jeśli miałbym skrócić to do jednego zdania, powiedziałbym tak: MMA wygrywa prostotą, MIG/MAG tempem, a TIG precyzją. Reszta to dopasowanie sprzętu do tego, co naprawdę masz do zrobienia, a nie do tego, jak dobrze brzmi opis w katalogu. Dalej rozbijam te różnice na praktyczne przypadki.
MMA sprawdza się tam, gdzie warunki nie są idealne
Spawanie elektrodą otuloną, czyli MMA, to dla mnie najbardziej „terenowa” metoda. Dobrze sprawdza się przy bramach, ogrodzeniach, konstrukcjach stalowych, naprawach w gospodarstwie i wszędzie tam, gdzie nie ma luksusu idealnie czystego stanowiska. Do pracy wystarczy uchwyt, elektroda i masa, więc zestaw jest prosty, lekki i łatwy do przenoszenia.Praktycznie najczęściej używa się elektrod o średnicy 2,0; 2,5; 3,2 i 4,0 mm. Grubsze, na przykład 5,0 mm, wchodzą już w cięższy zakres pracy i wymagają sensownego źródła prądu oraz wprawy. Z mojego punktu widzenia MMA ma sens wtedy, gdy spawasz stal średniej i większej grubości, a estetyka spoiny nie jest ważniejsza niż odporność połączenia.
- Plus: prosta konfiguracja i mało elementów do wożenia.
- Plus: lepsza tolerancja pracy w terenie niż w metodach osłonowych.
- Minus: więcej żużla i odprysków, które trzeba usuwać po spawaniu.
- Minus: trudniej o bardzo równą, dekoracyjną spoinę.
- Minus: cienkie blachy łatwiej przepalić, jeśli nie pilnuje się prądu i kąta prowadzenia.
Jeżeli ktoś zaczyna od prostych napraw konstrukcyjnych, MMA bywa najrozsądniejszym startem. Gdy jednak w grę wchodzi dłuższa spoina, większe tempo i lepsza kontrola nad wyglądem, zwykle przechodzi się do półautomatu, czyli MIG/MAG.
MIG/MAG daje najlepszy kompromis między tempem a wygodą
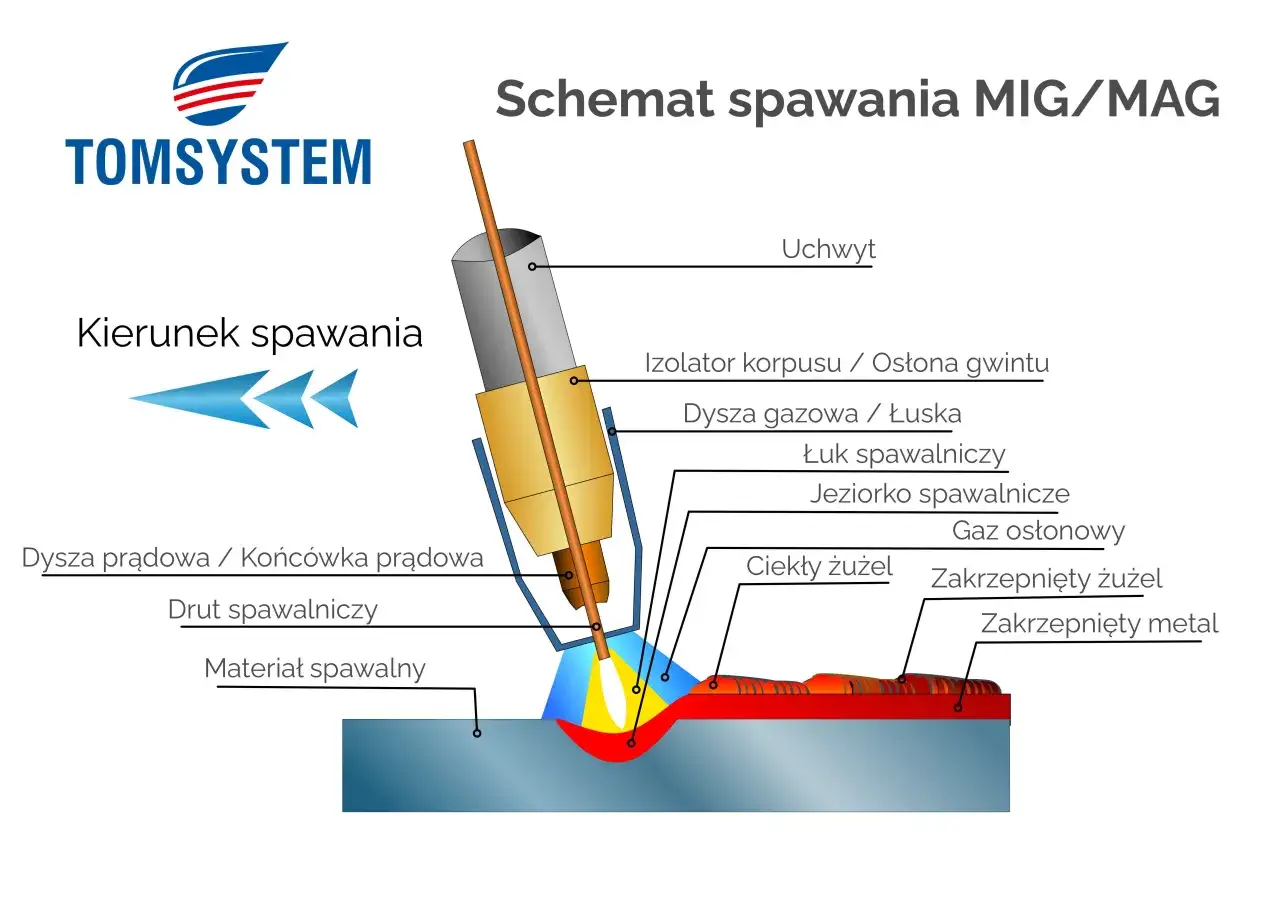
To jest metoda, którą najczęściej polecam do warsztatu domowego i półprofesjonalnego. W praktyce drut podawany jest automatycznie, a łuk osłania gaz. MIG oznacza gaz obojętny i częściej łączy się z aluminium lub stalą nierdzewną, natomiast MAG wykorzystuje gaz aktywny i jest bardzo popularny przy stali czarnej. W sklepach i opisach oba określenia często występują razem, bo użytkownik kupuje po prostu półautomat z drutem i osłoną gazową.
Największa zaleta tej metody to tempo. Jeśli spawasz większą liczbę elementów, długie odcinki albo robisz powtarzalne połączenia, MIG/MAG zwykle idzie szybciej niż MMA i daje mniej sprzątania po pracy. Dla blach o grubości mniej więcej 1-6 mm to bardzo praktyczny wybór, o ile masz dobrze dobrany drut, gaz i ustawienia pod konkretny materiał.
Warto też znać wariant z drutem samoosłonowym, bo bywa przydatny na zewnątrz lub wtedy, gdy nie chcesz korzystać z butli. Ja traktuję go jednak jako kompromis: spawanie jest wygodne, ale dymu i odprysków jest więcej, a spoina zwykle wymaga lepszego oczyszczenia.
- Plus: szybka praca i dobra powtarzalność.
- Plus: łatwiej uzyskać równy ścieg na dłuższym odcinku.
- Minus: więcej osprzętu, bo potrzebujesz drutu, gazu i poprawnie ustawionego podajnika.
- Minus: przy pracy na wietrze osłona gazowa traci skuteczność.
- Minus: źle dobrane parametry od razu widać po jakości spoiny.
Jeśli spawasz głównie stal i zależy Ci na sprawnym tempie pracy, MIG/MAG często jest najlepszym wyborem. Gdy jednak priorytetem staje się precyzja, czysta spoina i cienki materiał, wchodzi do gry TIG.
TIG wybiera się wtedy, gdy liczy się precyzja i estetyka
W mojej ocenie TIG jest najładniejszą metodą, ale też jedną z najbardziej wymagających. To spawanie, w którym pełną kontrolę nad jeziorkiem spawalniczym masz praktycznie w dłoniach, więc efekt bywa bardzo czysty i estetyczny. Z tego powodu TIG świetnie sprawdza się przy cienkich elementach, stali nierdzewnej, detalach dekoracyjnych, rurach i wszędzie tam, gdzie spoina pozostaje widoczna.
Przy stali i nierdzewce wystarcza zwykle wersja DC, natomiast aluminium wymaga już AC/DC. To ważna różnica, bo przy aluminium sam zakup „jakiegokolwiek TIG-a” nie rozwiązuje sprawy. Jeśli aluminium ma być czymś więcej niż jednorazowym eksperymentem, trzeba od razu patrzeć na odpowiednią konfigurację urządzenia.
TIG spawa wolniej niż MIG/MAG, ale oferuje bardzo dobrą kontrolę nad ciepłem. Dla cienkich blach to ogromna zaleta, bo łatwiej uniknąć przepaleń. Z drugiej strony materiał musi być czysty, odtłuszczony i dobrze przygotowany, bo TIG słabo wybacza bałagan na powierzchni.
- Plus: najwyższa jakość i estetyka spoiny.
- Plus: świetna kontrola przy cienkich materiałach.
- Minus: wolniejsze tempo pracy.
- Minus: wyższa trudność dla początkujących.
- Minus: aluminium wymaga wersji AC/DC, a nie każdego TIG-a.
Jeżeli ktoś pracuje przy elementach widocznych, cienkich albo wymagających dużej czystości spoiny, TIG ma bardzo mocne argumenty. Żeby jednak dobrze dobrać sprzęt, trzeba jeszcze zrozumieć, czym różni się inwertor od transformatora i kiedy wieloproces ma sens.
Inwertorowa, transformatorowa i wieloprocesowa
Tu widać różnicę nie między metodami, tylko między konstrukcją urządzenia. Z mojego doświadczenia to właśnie ten punkt bywa niedoceniany, a potem ktoś kupuje sprzęt „na oko” i dziwi się, że ciężko go przenosić albo że nie pracuje tak stabilnie, jak oczekiwał. W praktyce najczęściej wybiera się dziś inwertor, ale nie znaczy to, że transformator i urządzenia wieloprocesowe przestały mieć sens.
| Typ urządzenia | Zalety | Wady | Kiedy ma sens |
|---|---|---|---|
| Inwertorowa | Lekka, zwykle bardziej energooszczędna, stabilny łuk, dobra mobilność | Wrażliwsza elektronika, wyższa cena lepszych modeli | Dom, warsztat mobilny, praca w terenie, częste przenoszenie sprzętu |
| Transformatorowa | Prostsza konstrukcja, odporność mechaniczna, często dobra do stacjonarnej pracy | Duża masa, wyższy pobór energii, mniejsza wygoda transportu | Stałe stanowisko, cięższe prace i budżetowy sprzęt stacjonarny |
| Wieloprocesowa | Jedno urządzenie do kilku metod, oszczędność miejsca | Wyższa cena, więcej kompromisów, większa złożoność obsługi | Mały warsztat, w którym naprawdę wykorzystasz kilka metod spawania |
Ja patrzę na to tak: inwertor daje dziś najlepszy balans mobilności i możliwości, transformator broni się prostotą i odpornością, a wieloproces kupuje się wtedy, gdy naprawdę potrzebujesz wszechstronności. Samo „więcej funkcji” nie jest zaletą, jeśli nie korzystasz z nich w praktyce. I właśnie tutaj dochodzimy do najważniejszego pytania: jak dobrać urządzenie do konkretnej roboty.
Jak dopasować sprzęt do materiału, grubości i miejsca pracy
Gdy wybieram spawarkę, zawsze przechodzę przez trzy filtry: materiał, grubość i warunki zasilania. To prostsze niż porównywanie dziesięciu parametrów naraz, a daje bardzo dobre rezultaty. W praktyce nie ma sensu kupować sprzętu pod „wszystko”, jeśli w rzeczywistości będziesz spawać głównie jeden typ elementów.
| Zadanie | Najrozsądniejszy wybór | Dlaczego |
|---|---|---|
| Naprawa bramy, ogrodzenia, konstrukcji stalowych | MMA lub MIG/MAG | Liczy się trwałość połączenia i odporność na warunki pracy |
| Cienka blacha 0,5-2 mm | TIG albo MIG/MAG z dobrą kontrolą parametrów | Trzeba ograniczyć ryzyko przepalenia i uzyskać czystą spoinę |
| Stal czarna 3-8 mm | MIG/MAG lub MMA | Obie metody dobrze radzą sobie z popularnymi grubościami warsztatowymi |
| Aluminium | TIG AC/DC, ewentualnie MIG z odpowiednią konfiguracją | Materiał wymaga lepszej kontroli ciepła i właściwego osprzętu |
| Praca w terenie | MMA, ewentualnie MIG z drutem samoosłonowym | Łatwiej utrzymać stabilność pracy bez pełnego zestawu gazowego |
Druga rzecz to zasilanie. Na zwykłym 230 V da się pracować bardzo sensownie, ale przy większych prądach i dłuższych spoinach szybciej wychodzą ograniczenia instalacji oraz samego urządzenia. Jeśli producent podaje na przykład 60% cyklu pracy przy 200 A, oznacza to, że w 10-minutowym cyklu spawarka może pracować 6 minut przy takim obciążeniu, a potem potrzebuje przerwy. To parametr, który ma większe znaczenie niż reklamowe hasło o „mocnej mocy”.
Jeśli masz dostęp do 400 V i regularnie spawasz grubsze elementy, trójfazowe zasilanie daje większy zapas i spokojniejszą pracę. Do garażu i prostych napraw często wystarcza jednak solidny model 230 V, pod warunkiem że nie oczekujesz od niego pracy bez przerw na najwyższych ustawieniach.
Po takim wyborze łatwiej uniknąć błędów, które najczęściej psują zakupy i pierwsze próby spawania.
Najczęstsze błędy, które kosztują czas i pieniądze
Z mojego doświadczenia większość rozczarowań bierze się nie z „złego modelu”, tylko z błędnego założenia, że jedna spawarka załatwi wszystko. To zwykle kończy się przepaleniem materiału, słabą jakością spoiny albo sprzętem, który po prostu nie pasuje do stylu pracy.
- Patrzenie tylko na maksymalny amperaż - ważniejszy jest realny cykl pracy przy konkretnym prądzie.
- Pomijanie grubości materiału - cienka blacha i gruba stal wymagają zupełnie innego podejścia.
- Mylenie metody z konstrukcją - inwertor nie jest osobną metodą spawania.
- Ignorowanie osprzętu - drut, elektrody, gaz, uchwyt i dysze potrafią zmienić koszt zakupu bardziej niż sam korpus urządzenia.
- Spawanie brudnej powierzchni - rdza, farba i tłuszcz psują efekt szybciej niż słabe ustawienia.
- Wybór MIG/MAG do pracy na wietrze z gazem osłonowym - osłona przestaje działać tak, jak powinna.
Jeśli te błędy odfiltrujesz na starcie, zakup robi się znacznie prostszy. Zostaje jeszcze jedna rzecz, którą sam uważam za bardzo niedocenianą: osprzęt i wyposażenie wokół spawarki.
Co warto kupić razem ze spawarką, żeby nie zaczynać od kompromisów
W praktyce sama spawarka nie wystarcza, żeby pracować wygodnie i przewidywalnie. Ja zawsze patrzę szerzej, bo o końcowym efekcie decydują także drobiazgi, które na początku łatwo zlekceważyć. Najczęściej są to elementy, które poprawiają bezpieczeństwo, stabilność łuku i powtarzalność pracy.
- Przyłbica samościemniająca z sensownym zakresem zaciemnienia.
- Rękawice spawalnicze i odzież trudnopalna.
- Szczotka druciana, młotek do żużla i szlifierka do przygotowania materiału.
- Reduktor, butla i odpowiedni gaz, jeśli pracujesz w MIG/MAG lub TIG.
- Drut, elektrody, dysze, końcówki prądowe i elementy eksploatacyjne dobrane do metody.
- Stabilny stół, dobre uziemienie i przewietrzane stanowisko pracy.
Gdybym miał uprościć cały wybór do jednej zasady, powiedziałbym tak: najpierw dobierz metodę do materiału, potem sprawdź zasilanie i cykl pracy, a dopiero na końcu porównuj dodatki. Wtedy spawarka staje się narzędziem do konkretnego zadania, a nie kosztownym kompromisem, który dobrze wygląda tylko w opisie produktu.